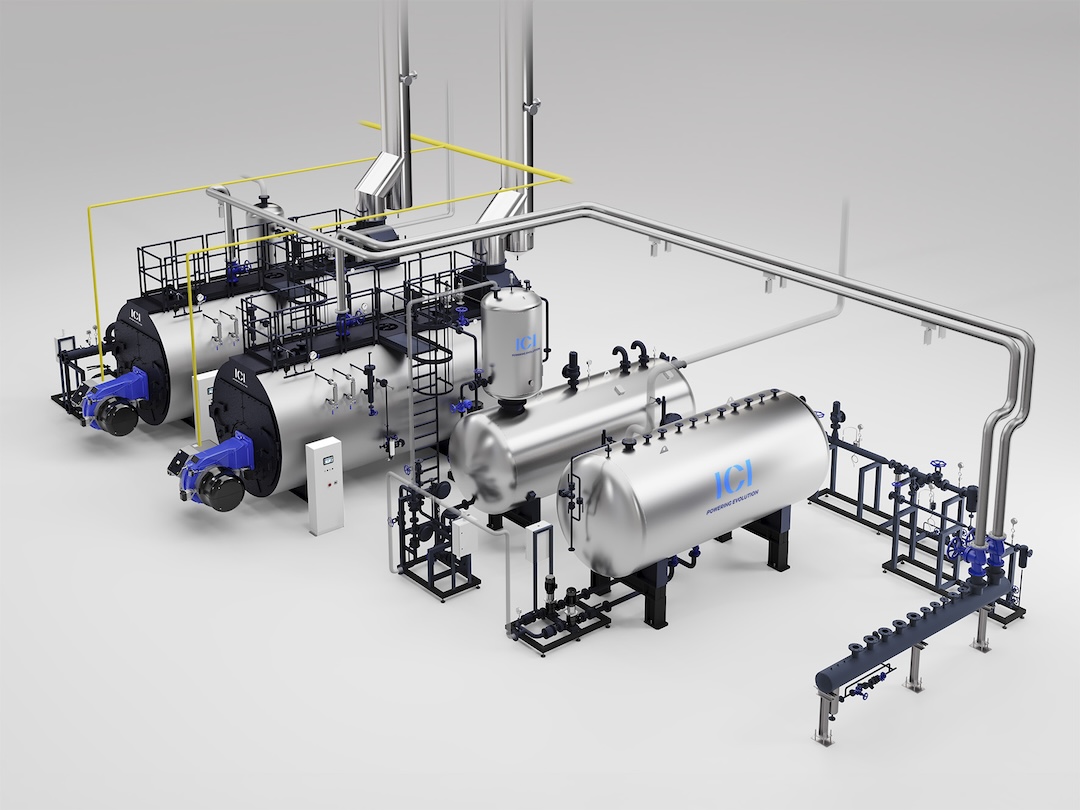
The challenge was to include into a new project designed from the grounds, a suitable diathermic oil boiler of high efficiency in order to answer to the needs of the customer. We succeeded to implement a tailored made diathermic oil boiler equipped with PLC and HMI control panel in order to control the boiler plus the expansion tank and diathermic oil storage tank installed into the boiler room. Also the boiler design includes special diathermic oil pumps with check valves placed behind the pumps, minimum and maximum pressure switches along with a special switch for controlling a service pump connected to the storage tank. The complete boiler design was made for a future installation of a similar boiler according with production development plans of the end user.
If you need further information, samples, a quote or advice for a project, please fill out the form below and we would be happy to help.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.Ok